Conventional machining or metal cutting operation is performed to gradually remove excess layer of material from the workpiece to impart intended shape, dimension and finish. Material removal is realized with the help of a small device called cutter or cutting tool. During machining, the cutter as well as the workpiece is rigidly mounted on the machine tool with the help of various arrangements. Relative velocity between cutter and workpiece is also required to continuously shear off material and the same is imparted by means of cutting velocity, feed and depth of cut. Cutter actually compresses a thin layer of material and gradually removes it in the form of chips. Proper geometry including sharp cutting edge(s) and compatible material are also indispensably necessary for uninterrupted and efficient removal of material.
Geometry of a cutter indicates inclination or orientation of various tool point surfaces. Cutting tool consists of three tool point surfaces—rake surface, primary flank surface and auxiliary flank surface. Various angles are used to indicate inclination of such surfaces in different directions. There also exist several national and international standards that clearly define various features of a cutter including various angles. Such information is gathered in a particular fashion to present in the form of tool signature. Several planes are also used to assist unambiguous measurement of these angles. In general, inclination of rake surface is indicated by rake angle; while inclination of flank surface is indicated by clearance angle.
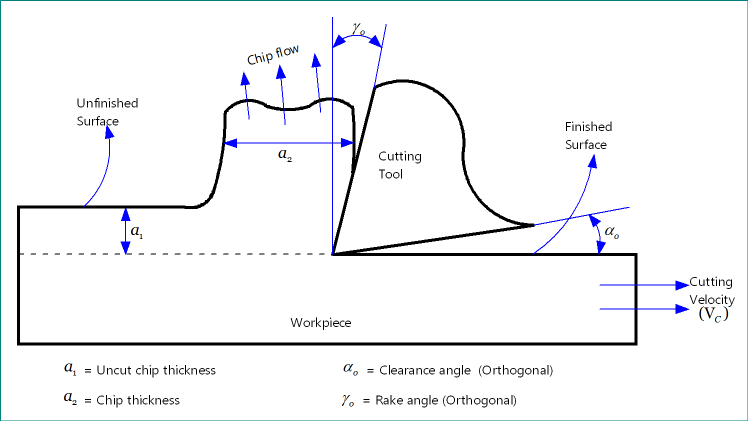
By definition, rake angle is the angle of orientation of the rake surface of cutter from reference plane and measured on another plane. It may have positive, negative or even zero value; however, usually varies in between +15° to –15°. It is one crucial angle that determines strength of tool tip, cutting force, power consumption, shear deformation, and also machinability. On the other hand, clearance angle is the angle of inclination of the flank surface of cutter from velocity vector and measured on another plane. It must have a positive value and usually ranges between +3° to +15°. Various differences between rake angle and clearance angle of the cutting tool are given below in table form.
Table: Differences between rake angle and clearance angle
| Rake Angle | Clearance Angle |
|---|---|
| Inclination of rake surface of the cutter is indicated by rake angle. | Inclination of flank surface of the cutter is indicated by clearance angle. |
| Rake angle can be negative, zero or positive. | Clearance angle must have a positive value. It cannot be negative or zero. |
| It influences chip flow and shear deformation but has insignificant influence on surface quality and accuracy. | It directly influences surface quality and accuracy; but does not play any role in chip flow and shear deformation. |
| Built up edge (BUE) can unfavorably change the rake angle. | BUE cannot alter clearance angle. |
Basic purpose: Rake angle displays the inclination of rake surface of the cutting tool from reference plane. Since rake surface is the chip flowing surface, so rake angle also indicates chip flow direction. On the other hand, clearance angle displays the inclination of flank surface of the cutting tool from cutting velocity vector. This angle has no direct influence on chip flow. However, both the angle can be measured on different planes (directions) to get clear ides about inclination of corresponding surfaces.
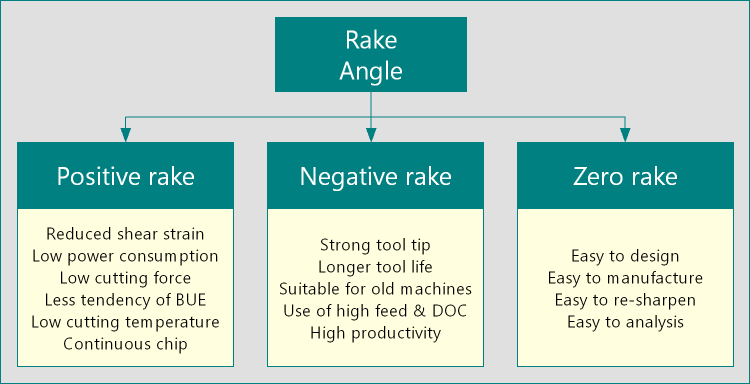
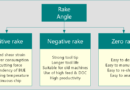
Value of these angle: A cutter may have positive, negative or zero rake angle, each has special significance and advantages on machining performance. For example, a positive rake offers sharp cutting edge and thus shearing will occur smoothly requiring minimum effort. Alternatively a negative rake offers stronger tool tip and thus tool can resist higher cutting force. However, clearance angle of the cutter cannot be negative or even zero as, in such scenarios, flank surface of tool will rub with the finished surface of the product. Typically rake angle varies in between +15° to –15° and clearance angle varies in between +3° to +15°.
Role on chip deviation, product quality and accuracy: Rake angle directly influences chip flow direction and shear deformation of chips. A negative rake will increase shear deformation and thus chip thickness will increase. Chip reduction coefficient, abbreviated as CRC, will also be higher with negative rake. However, it has insignificant role on quality and dimensional accuracy of the machined component. Clearance angle plays crucial role in such factors. Lower clearance angle can severely hamper surface quality due to extreme rubbing between finished surface of job and flank surface of cutter.
Mechanics of machining and role of rake angle: Rake angle directly or indirectly influence a large number of factors including shear strain, cutting force, machining torque or thrust, power consumption, type and color of chips, etc. In fact it is one important parameter in entire mechanics of machining. Clearance angle plays insignificant role in such analysis.
Built up edge (BUE) and its effect: While machining ductile materials with longer chip-tool contact, an embryo of work or chip material may adhere to the tip of tool at most favorable location and subsequently grows until it becomes larger and carried away the flowing chips. Such unwanted presence of material on tool tip changes rake angle to highly negative one. As a result shear deformation and cutting force may increase, which are usually undesirable. However, clearance angle remains unaltered by BUE.
Scientific comparison among rake angle and clearance angle is presented in this article. The author also suggests you to go through the following references for better understanding of the topic.
- Machining and Machine Tools by A. B. Chattopadhyay (1st edition, Wiley).
- What is Rake Angle in Cutting Tool? Names, Effects, Functions & Values by minaprem.com.
- Image source: www.minaprem.com.