Welding is one of the joining processes by which two or more solid components can be joined permanently by coalescence formation with or without the application of heat, pressure and filler metal. There exist a large number of welding processes for efficient and productive joining of wide variety of materials in several ways. Based on the application of heat from external source during welding, such processes can be classified as fusion welding and solid state welding. In fusion welding, additional heat is applied to melt down faying surfaces of the parent component to realize joining; while, in solid state welding, no heat is directly applied from external source, instead joining is mostly realized by applying pressure without melting faying surfaces. All arc welding, gas welding, resistance welding, and intense energy beam welding processes come under fusion welding.
Once again, arc welding encompasses a large group of welding processes, each having varying capability in terms of joint quality, workable material, feasible position, welding time and productivity. Notable examples include manual metal arc welding, gas metal arc welding, gas tungsten arc welding, flux core arc welding, submerged arc welding, etc. In every arc welding process an electric arc is constituted between the electrode and conductive parent components under the presence of sufficient potential difference. This arc is the prime source of heat for fusing faying surfaces of components. SMAW and TIG both are arc welding processes and follow the same basic principle; however, each has different capability and applications.
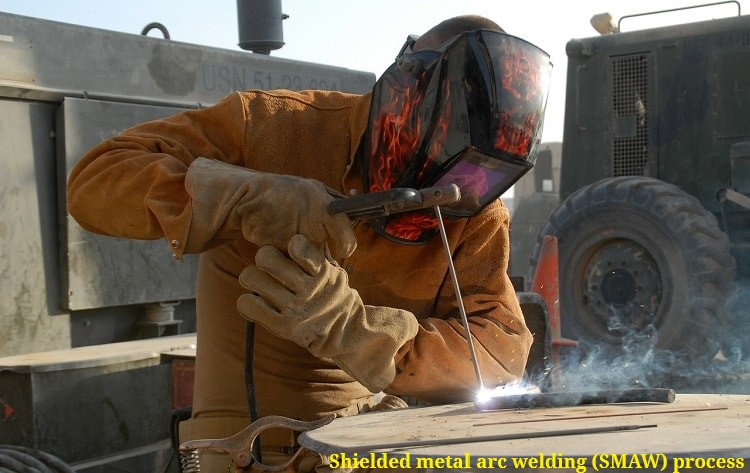
Shielded metal arc welding (SMAW), also called manual metal arc welding (MMAW), is one arc welding process in which arc is established between a consumable electrode and base metals. It is mostly carried out manually. The consumable electrode supplies filler to fill root gap, thus no additional filler is required. Electrode is coated with suitable flux for protection against corrosion. This flux also disintegrates during welding to produce shielding gas. Tungsten inert gas (TIG) welding, formally known as gas tungsten arc welding (GTAW), is also one arc welding process where arc is established between a non-consumable electrode and base metals. Thus filler, if required, can be supplied additionally by feeding a filler rod at welding zone. Inert shielding gas is also supplied from additional source to protect weld bead. While SMAW is more flexible and has diverse applications, TIG can fetch sound, reliable, defect-free and apparently good joints. Various differences between SMAW and TIG welding processes are given below in table format.
Table: Differences between SMAW and TIG welding processes
| SMAW | TIG |
|---|---|
| SMAW utilizes a consumable electrode. | TIG utilizes a non-consumable electrode. |
| Filler material is supplied by electrode itself. | Filler metal is required to supply additionally by feeding a filer rod. |
| Electrode material is usually similar to base material. | Electrode is made of tungsten having some alloying elements. It is irrespective of base material. |
| It is suitable for homogeneous welding only. | It is suitable for autogenous welding. Can also be performed in homogeneous and heterogamous modes. |
| Electrode is coated with suitable flux. | It utilizes bare electrode. |
| The flux coating of electrode disintegrates during welding to produce shielding gas. | Shielding gas is supplied from external source by means of pipeline and torch/nozzle. |
| SMAW produces spatter during welding, which hampers appearance. | TIG welding is free from spatter. |
| It is performed manually and the process is quite easy. | It can be performed either manually or using some automatic arrangements. The process is not so easy to perform and requires trained welder. |
| It is comparatively fast process but joint quality is not very good. It is commonly employed in household and general industrial applications. | It is not very fast process but can produce reliable, sound and good quality joint. It is mostly used in industrial sophisticated joining requirements. |
| It is flexible and can be carried out in distant location in different welding positions. | It cannot be performed in distant location unless torch can reach there. |
Consumable and non-consumable electrode and filler metal: A consumable electrode is one that melts down during arc welding and supply necessary filler metal to fill root gap between parent components. Thus no additional filler metal is required to supply. Contrary to this, a non-consumable electrode does not melt down during welding and thus filler is required to supply additionally if required. Filler may not require if root gap is too small or base plates are thin. Shielded metal arc welding utilizes a consumable electrode and thus the electrode supplies filler. Tungsten inert gas welding is carried out with non-consumable electrode and therefore filler is supplied by feeding additional filler rod at the welding zone whenever required.
Electrode material: Every arc welding electrode must be electrically conductive so as to establish arc by the avalanche of flow of electrons between electrode tip and base plate surface. SMAW electrode comes in the form of small diameter rod of length 2 – 3ft. Composition of this electrode metal is more or less similar to that for parent metals. Therefore SMAW electrode comes in different materials and the compatible one can be selected primarily based on parent material. Contrary to this, TIG welding electrode is independent of work material as it does not fuse and deposit on weld bead. TIG electrode is made of titanium (highest melting point), with some alloying elements like thorium, lanthanum oxide, cerium oxide, and zirconia in order to improve various welding characteristics such as electron emissivity, electrode erosion, etc.

Three modes of welding: As mentioned earlier, filler material is not necessarily required during welding, especially when root gap is very small or base plates are thin. However, if filler is applied, its metallurgical composition must be compatible to that of base materials. Arc welding can be carried out in three different modes—autogenous, homogenous and heterogeneous modes. When joining is carried out without filler, it is termed as autogenous mode. When filler is applied and filler composition is almost similar to base metal composition then it is termed as homogenous mode. If filler composition substantially differs from base metal composition then it is termed as heterogeneous mode. Since filler is inherent to SMAW process (consumable electrode), so it cannot be carried out in autogenous mode. It is particularly suitable for homogenous mode; while, TIG is particularly suitable for autogenous mode. However, TIG can also be satisfactorily applied for other two modes; however, compatible filler is to be supplied additionally at a constant rate (process will be complicated).
Electrode coating and shielding gas: Arc welding electrodes can be either coated or bare. Coating is usually provided to protect electrode from corrosion. Flux coated electrode offers another benefit. During welding, this flux disintegrates to produce enough inert gas which can displace oxygen from welding zone and subsequently protects hot weld bead from oxidation or other contamination. Such shielding is indispensably necessary to obtain defect-free welding. If electrode is bare then shielding gas is required to supply from external source (such as gas cylinder) with the help of suitable accessories. SMAW utilizes a flux-coated electrode and thus flux supplies shielding gas during welding. Contrary to this, TIG welding employs a bare tungsten electrode and thus shielding gas is required to supply externally.
Welding spatter: In context of arc welding, spatter is the tiny droplets of molten filler metal that come out of the welding zone mostly due to scattering of electric arc. This spatter causes loss of costly filler metal as well as reduces filler deposition rate. It also tend to make the arc unstable causing difficulty in maintaining it. Unwanted deposition of metal droplets surrounding the weld bead also hampers appearance and sometimes requires additional post-processing like grinding. Certain arc welding processes are inherent to spatter formation, even with optimum set of parameters. Shielded metal arc welding is one such method that is always associated with spatter. However, spatter level can be minimized using optimum process parameters, properly cleaning parent metal surface and controlling environment in a desirable way. TIG welding is usually free from spatter and spatter related defects.
Manual and automatic operation and joint quality: Shielded metal arc welding is carried out manually and thus it is also called manual metal arc welding. Therefore maintaining constant arc length, weld direction, feed rate etc. are quite difficult; but such parameters influence on quality and strength of joint. Accordingly weld quality depends on experience and capability of welder. However, initiation and maintaining the arc is quite easy. No filler is also required to supply additionally. Thus the process is comparatively easier. Tungsten inert gas welding can be carried out manually else an automated system can be employed. Feeding filler metal at a constant rate is a bit difficult; but maintaining the arc is more complicated. Although process is quite difficult and requires experienced welder, TIG welding can easily produce sound, reliable and defect-free joint.
Scientific comparison among SMAW and TIG welding processes is presented in this article. The author also suggests you to go through the following references for better understanding of the topic.
- Tungsten inert gas (TIG or GTA) welding by TWI-Global.com.
- Gas Metal Arc Welding Handbook by W. H. Minnick (2007, Goodheart Willcox).
- SMAW, GMAW, and TIG Welding Comparison by weldingschool.com.
