Tungsten Inert Gas (TIG) welding is one popular arc based welding process where electric arc is constituted between a non-consumable tungsten electrode and the workpiece. It is one reliable and economic process to efficiently and permanently join metallic parts with or without the usage of filler metal. Apart from its capability of producing sound joints, splendid weld bead appearance makes this process overwhelmingly acceptable in various applications ranging from structural to aerospace domains. Despite of many advantages, it is limited by the maximum achievable penetration depth. Utilizing optimum set of parameters and all favorable conditions, it can fetch maximum up to 3.5mm penetration in a single pass. Thus joining thicker components require edge preparation and multiple passes, which are time consuming and thus affects overall productivity.
Variants of tungsten inert gas (TIG) welding
Limited penetration sparks research interest on this topic and the result is emergence of few variants of TIG welding that shows remarkable improvement in achievable penetration depth. Activated tungsten inert gas (A-TIG) welding and Flux bound tungsten inert gas (FB-TIG) welding are two such variants that utilize suitable activating flux to improve upon various characteristics of conventional TIG welding. These processes are also called flux assisted TIG welding as they mandatorily require a layer of activating flux on the components to be joined.
Activating flux and its application on metal surface
In both the cases a thin layer (thickness usually below 50µm) of activating flux is applied on the surface of parent material prior to welding. Such activating flux include a large number of oxides and halides of metal such as titanium oxide (TiO2), silica (SiO2), chromium oxide (Cr2O3), magnesium carbonate (MgCO3), magnesium oxide (MgO), manganese dioxide (MnO2), calcium oxide (CaO), aluminum oxide (Al2O3), zirconium dioxide (ZrO2), etc. A homogeneous mixture of such fluxes in different proportions are also used.
Such flux is first mixed with acetone to form a paste like solution and then applied on the surface of parent metal either manually using soft brush or automatically using a mechanized system. Mixing ratio is not important as acetone is highly volatile and thus this ratio will not remain constant even during application of flux layer on metal. However, maintaining uniformity in flux coating thickness is crucial factor in obtaining defect-free welding. After applying flux coating, welding is carried out exactly in same way as in case of conventional TIG welding. All process parameters remain same, except that the closed circuit voltage increase slightly in some cases (usually this change is negligible).
Activated tungsten inert gas (A-TIG) welding
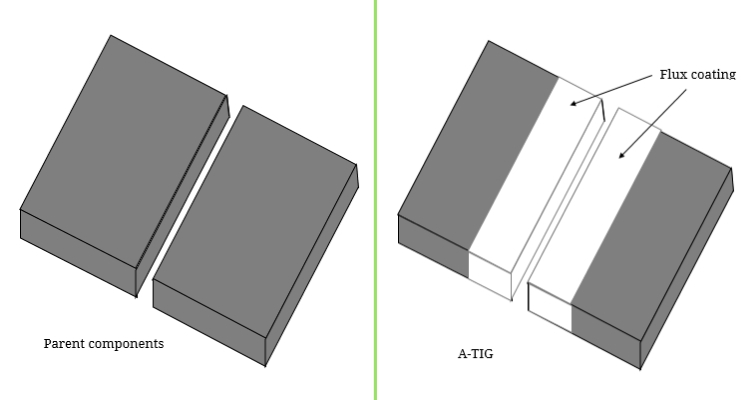
Although A-TIG and FB-TIG follow same aforementioned principle, they differ on the position of application of activating flux on parent metals. In activated tungsten inert gas (A-TIG) welding, flux is applied at the faying surface of the parent metal and surrounding it. Usually flus is applied up to a width of about 4mm from faying surface across the root gap in each side. So here flux lies just below the arc during welding. A typical layer of flux on parent metal for A-TIG welding is schematically shown here.
Flux bound tungsten inert gas (FB-TIG) welding
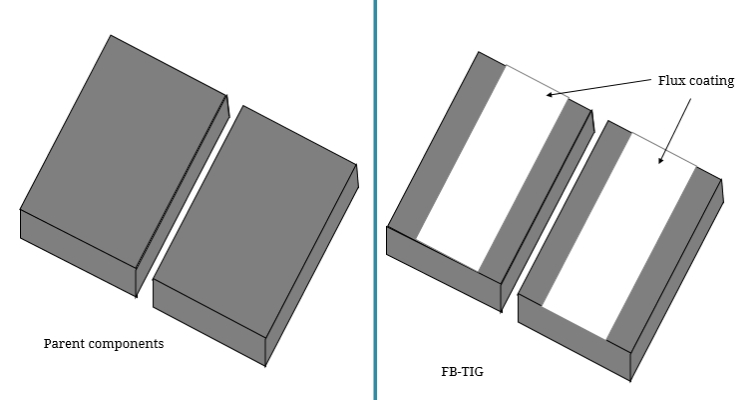
In flux bound tungsten inert gas (FB-TIG) welding, no flux is applied on faying surface and surrounding it; instead, it is applied on the top surface of parent metal maintaining small space after root gap. So here flux does not lie just below electric arc during welding. Activating flux, method of its application on metal surface and the welding procedure remain exactly same with A-TIG welding. The only difference lies on the position where flux is applied. However both exhibit palpable improvement in achievable depth of penetration. A typical layer of flux on parent metal for FB-TIG is schematically shown here.
Advantages offered by A-TIG and FB-TIG over conventional TIG
Various investigations have revealed that use of such flux can fetch numerous advantages as compared to conventional TIG welding. Both A-TIG and FB-TIG provides similar results and thus their advantages are also same when compared with conventional one. Their advantages are enlisted below.
- Enhanced depth of penetration: Use of activating flux leads to constricted arc that increases heat density of the arc. Many proponents claimed that reversal of Marangoni Effect causes such increase in penetration. Flux assisted TIG welding usually gives penetration in the range of 6 – 9mm; however, with use of optimum parameters as deep as 11mm penetration can also be achieved in a single pass. This indicates about 3 times increase in penetration as compared to conventional TIG welding process.
- Narrow weld bead: Constricted arc also results in narrow weld bead. This has certain indirect advantages like lower deformation, less heat affected zone (HAZ), etc. HAZ is considered as weak point in weld joint as its metallurgical properties are severely affected by arc heating and narrower HAZ is always desirable.
Scientific comparison among activated tungsten inert gas (A-TIG) welding and flux bound tungsten inert gas (FB-TIG) welding is provided in this article. The author also suggests you to go through the following references for better understanding of the topic.
- Babu et al. (2016); Development of flux bounded tungsten inert gas welding process to join aluminum alloys; American Journal of Mechanical and Industrial Engineering; Vol. 1 (3); pp. 58-63.
- Saha et al. (2018); Investigation on the effect of activating flux on tungsten inert gas welding of austenitic stainless steel using ac polarity; Indian Welding Journal; Vol. 51 (2).

