Fabricating complicate shaped products with good surface finish by casting is not always feasible and economical. Various secondary operations can be performed on the casted products to finally produce the desired object. Such operations include joining (such as welding), material removal or machining, heat treatment or property alteration, coloring and coating, etc. Material removal processes basically removes material from workpiece surface to provide intended dimension and tolerance. A large number of such processes exist to cater the need of processing variety of materials in various ways and to finish their surfaces at different levels. Among them conventional machining processes are age old and at the same time reliable; however, various abrasive cutting processes and so-called non-traditional machining (NTM) processes can also provide similar facility.
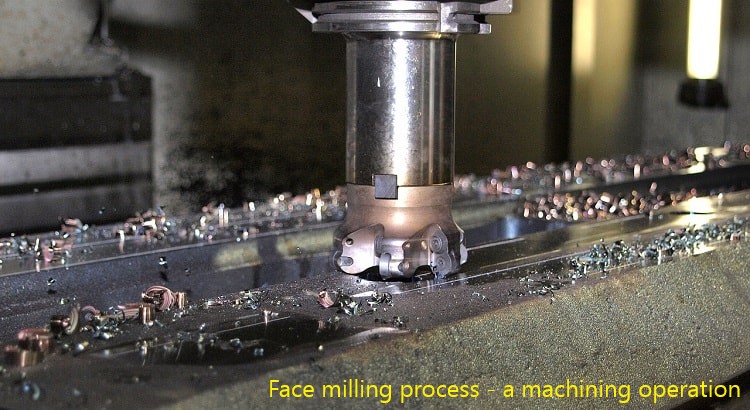
By definition, machining or metal cutting is one of the secondary manufacturing processes by which layer by layer material is gradually removed in the form of chips from a preformed blank in order to obtain desired shape, size and finish. To fulfill this demand, there exist various machining processes like turning, threading, tapering, chamfering, spinning, tapping, necking, filleting, facing, grooving, parting, knurling, drilling, milling, shaping, planning, slotting, boring, hobbing, broaching, etc. Such processes can provide higher material removal rate (MRR) and thus are suitable, productive and economic for bulk removal of work material. A hard and sharp cutting tool or cutter is mandatorily employed for removing material by shearing. This cutting tool should also possess a defined specification and compatible material for uninterrupted and efficient machining. Most of these conventional processes can machine a large variety of materials; however, certain work materials don’t provide acceptable machinability and therefore other material removal processes (such as abrasive cutting or NTM) are recommended in those cases.
Grinding, one type of abrasive cutting process, can fulfill various limitations of conventional machining. Here a grinding wheel is utilized instead of so called cutting tool. The wheel is basically made of small size and harder abrasive particles, like alumina, silica, diamond, etc., which are bonded in a suitable medium. Such abrasives have arbitrary shape and thus they lack a definite geometry; although the wheel itself has specific configuration. Although material is removed in the form of chips, here the chips are micro-sized. This process is not suitable for bulk removal of materials; instead, it is preferred for finishing the surface in micron level (0.5 – 2.0µm). It can also efficiently ground hard and tough materials. Various differences between conventional machining and grinding are given below in table form.
Table: Differences between machining and grinding
| Machining | Grinding |
|---|---|
| Machining is primarily a bulk removal process (high MRR). It can also semi-finish the surfaces. | Grinding is primarily a surface finishing process. It gives low MRR. |
| Dimensional accuracy and tolerance achieved by these processes are not very good. Achieving tolerance below 2µm is very difficult. | Grinding offers better dimensional accuracy and close tolerance. Achieving tolerance as low as 0.5µm is easily feasible. |
| It employs a cutting tool (cutter) for removing material. This cutting tool is commonly made of metals; however, ceramic, diamond and cBN cutters are also available. | It employs a grinding wheel for removing material. The wheel is made of tiny sharp abrasives (like alumina, silica, etc.) bonded in other medium (like resin, metal, etc.). |
| Every cutter has a specific geometry. That means various features like angle in different directions, orientation of different planes, radius of nose and various edges, etc. are well defined. | Although grinding wheel has certain specification, abrasive particles have random features. Thus angles, orientation, radius, etc. of abrasives are not defined. |
| Rake angle of a cutter can be negative or positive. Its value usually ranges from +15° to –15°. | Abrasives have abrupt rake angles that can vary from +60° to –60°, even beyond that. |
| Clearance angle of cutter cannot be zero or negative. Its value usually varies from +3° to +15°. | Abrasives have abrupt clearance angles also. It can be zero or negative also. |
| Each and every cutting edge of the cutter equally participate in cutting action during machining. | Only few (below 1%) among all of the abrasives available at the periphery of wheel participate in cutting action. |
| Mainly shearing occurs during the process. | Grinding operation is associated with rubbing, scratching, ploughing and also shearing. |
| Specific energy consumption (power required per unit MRR) is comparatively low. | Due to high loss of energy because of rubbing, ploughing, and scratching, specific energy consumption is very high. |
| Among the generated cutting heat, only a tiny portion goes inside the work material (70 – 80% heat is carried away by moving chips). | Substantial amount of generated heat goes inside the work material that causes severe thermal damage of finished surface. |
| Hardened materials and inherently very brittle and tough materials cannot be smoothly machined by these processes. | Hardness, ductility and toughness of work material usually possess no problem in grinding. |
Bulk removal vs. finishing process: Material removal rate (MRR) is defined as the rate of volume of work material removed from work surface during any cutting process. Most conventional machining processes (except few like knurling) are used for removing larger amount of material to impart a basic shape and size. It provides higher MRR and thus more productive. It can also semi-finish the product surface at the level of 1 – 50µm based on operation and corresponding process parameters. Grinding, on the other hand, is primarily employed for finishing the surface is much better level. A surface roughness in the order of 0.5 – 2µm is easily feasible with grinding. So it can provide high dimensional accuracy and close tolerance.
Cutting tool – its material and geometry: Every conventional machining process mandatorily employs a cutting tool (also called cutter) having specific geometry and material. This cutter contains one or more sharp cutting edges to efficiently shear off material from work surface. Material of this cutter is also important factor to decide machining performance. Most importantly hardness of the cutter material must be significantly higher than that of work material. Starting from high speed steel (HSS), carbide and ceramic, now-a-days cubic boron nitrate (cBN) and diamond cutters are readily available. Grinding utilizes the wheel instead of cutter and the abrasives on the wheel actually removes material. Unlike cutter, such abrasives have no defined geometry (various angles, edge radius, nose radius, length of cutting edge, etc. vary arbitrarily); however, abrasive material might be fixed like alumina, silica or diamond.
Rake angle and clearance angle: Rake angle of a cutting tool indicates inclination of rake surface from reference plane. It is one important factor that influences shear deformation, chip flow direction, chip thickness, cutting force, shear strain, power consumption, etc. Cutters, used in conventional machining, may have positive, negative or even zero rake angle and its value usually varies in between +15° to –15°. Abrasives of the grinding wheel have abrupt rake angle and can vary from +60° to –60°, sometimes even beyond this limit. Such high rake angle is usually undesirable because it causes imbalance in cutting and increases either cutting power consumption (high positive) or tool failure (high negative). Unlike rake angle, clearance angle of a cutter cannot be negative or zero—it should have a positive value. Quality and tolerance of finished surface depends on this angle. For cutters clearance angle usually lies in between +3° to +15°; while for abrasives it can be arbitrary (it can be zero or as high as +90°).
Shearing and participation of cutting edges: A cutter may consists one or more cutting edges and accordingly they can be either single point cutter or multi point cutter. Irrespective of the number, each of the cutting edges equally participate in material removal action. Moreover, in machining, material is removed by shearing of a thin layer of material when sufficient compressive force is applied by the cutter. In grinding wheel, only a few exposed abrasives (sometime even below 1%) participate in material removal action. Rest of the abrasives either do not touch the work surface (note that infeed is very low, even below 10µm) or they cause scratching, ploughing or rubbing instead of shearing. However, material is removed only by shearing; others just increase normal force undesirably.
Specific energy consumption: Cutting energy required to remove unit volume of material is termed as specific energy, measured in J/mm3. Mathematically power divided by MRR gives specific energy. Conventional machining provides high material removal rate (MRR) and thus specific energy is comparatively low. On the other hand, in grinding, MRR is low and most of the energy is wasted due to scratching, ploughing or rubbing instead of shearing. Accordingly specific energy increases sharply; even it can be 5 – 20 times higher.

Surface damage by heat generation: In conventional machining, majority of the cutting heat is generated in secondary deformation zone where intense rubbing between chip and rake surface takes place. Primary shear zone also contribute to some extent. However, most of the generated heat (70 – 80%) is carried away by the continuously flowing chips and only tiny portion goes inside the cutter or workpiece. Thus thermal damage of workpiece and cutter is usually insignificant, especially when appropriate cutting fluid is applied. In grinding, heat generation occurs mainly due to scratching, ploughing and rubbing. Such heat accumulates within the workpiece because abrasives are thermally insulator and very small volume of micro-chip forms. Extreme heat accumulation may lead to various thermal damages to the finished surface including surface burning, changes in mechanical properties, dimensional inaccuracy due to thermal expansion, etc.
Machining hard and tough materials: Such materials possess lot of challenges when processed by conventional machining processes like high tool wear, fragmented chips, etc., which ultimately lead to poor machinability. Grinding can be advantageously applied irrespective of toughness and hardness of the work material.
Scientific comparison among conventional machining and grinding is presented in this article. The author also suggests you to go through the following references for better understanding of the topic.
- Machining and Machine Tools by A. B. Chattopadhyay (1st edition, Wiley).
- Manufacturing Engineering and Technology: SI Edition by S. Kalpakjian and S. R. Schmid (7th edition, Pearson Ed Asia).
- Difference Between Machining and Grinding by difference.minaprem.com.