Turning is one machining or metal cutting process (subtractive manufacturing) used to reduce diameter of a cylindrical workpiece by gradually removing excess material. It is performed on a versatile machine tool, called lathe, using a single point cutting tool. As the name suggests, a single point cutter contains only one main cutting edge that participates in material removal action during machining. Turning tool, formally known as single point turning tool (SPTT), is rigidly mounted on the tool post on lathe; and intended feed velocity is imparted on it by means feed screw. The workpiece is also mounted on the lathe between headstock and tailstock and is rotated at a constant speed (provides necessary cutting velocity). A synchronous motion between workpiece and cutter helps realizing material removal in the form of chips.
Apart from three crucial cutting parameters namely cutting velocity, feed rate, and depth of cut, machining performance also relies on a large number of factors. Cutter geometry, orientation and material are three notable parameters associated with cutting tool that can influence overall machining performance. Cutter geometry encompasses various geometrical features of the tool, which includes, but is not limited to, rake angle, clearance angle, inclination angle, cutting angles, nose radius, and edge radius. Judicial selection of these parameters is indispensably necessary to obtain best result for specific material under given conditions.
What is rake angle of SPTT? Why different names?
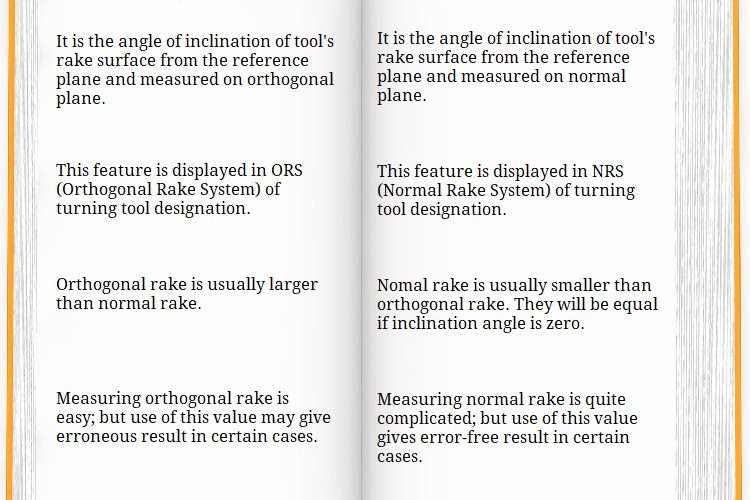
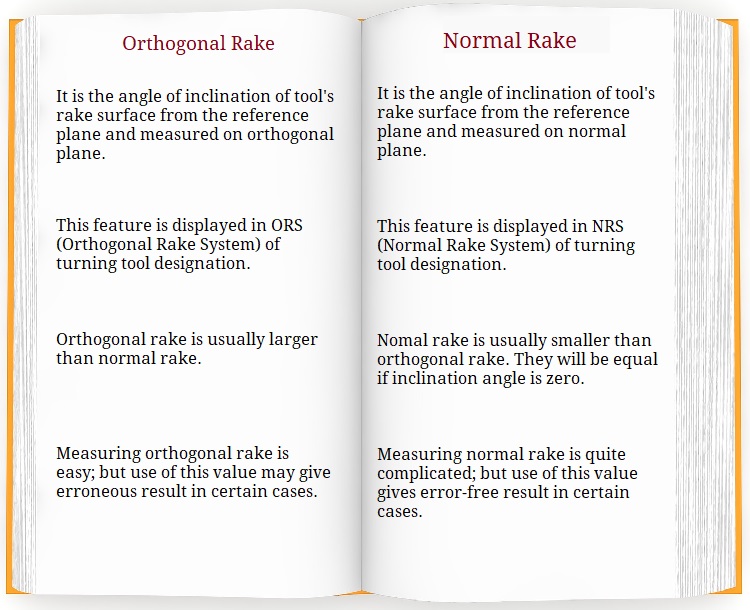
It is one important element of cutter geometry that indicates inclination of rake surface of the cutter. Chip produced during machining flows over the rake surface until it goes out of the machining zone; so rake angle indicates chip flow direction. By definition, rake angle is the angle of inclination of tool’s rake surface from reference plane and measured on some other plane. Reference plane is the plane perpendicular to cutting velocity vector.
Rake surface may be plane surface or curved surface, based on type of cutter. For example, rake surface of turning tool is plane but that for drill is curved one. Although rake surface of turning tool is a plane, it is not parallel to reference plane. It has a three dimensional orientation with respect to reference plane. On the other hand reference plane is a fixed plane and its angle with rake surface is termed as rake angle. Consequently rake angle will vary based on the direction or plane on which this angle is measured. Rake angle is given name based on the plane on which it is measured. For example: side rake, back rake, orthogonal rake, normal rake, maximum rake, etc.
What are orthogonal rake and normal rake?
Both these rake angles indicate inclination of rake surface from standard reference plane; however, they are measured in two different directions or planes. Orthogonal rake angle is measured on orthogonal plane; while, normal rake is measured in normal plane.
A cutting plane is one that is perpendicular to reference plane and contains principal cutting edge of the turning tool. Another imaginary plane, which is perpendicular to both reference plane and cutting plane, is called orthogonal plane. Therefore, cutting plane, reference plane, and orthogonal plane are mutually perpendicular. Rake angle measured on this orthogonal plane is called orthogonal rake angle. It is one feature of Orthogonal Rake System (ORS) of turning tool designation. It is commonly employed in different analysis. Measuring this angle is comparatively easy. However, use of this angle may pose restriction in certain cases (like tool grinding) if inclination angle is not zero.
Such limitations can be eliminated by using normal rake angle. This angle is measured on normal plane. Normal plane is one plane that is perpendicular to both cutting edge and cutting plane. It may not be perpendicular to reference plane. Therefore, normal plane, cutting plane and reference plane are not mutually perpendicular. They will be mutually perpendicular only if inclination angle is zero. Normal rake is one feature displayed in Normal Rake System (NRS) of turning tool designation. Measuring this angle is quite difficult but use of this angle is beneficial and error-free in many cases.
Orthogonal rake is larger than normal rake
For non-zero (either positive or negative) inclination angle, orthogonal rake angle will be comparatively larger than normal rake angle. This can be attributed to the conversion formula: Ratio of tangents of normal rake and orthogonal rake is equal to cosine of inclination angle.
When they are equal? One is measured on orthogonal plane, while other is measured on normal plane. Angle between orthogonal and normal plane is basically inclination angle. Therefore, if inclination angle becomes zero then normal plane will merge with orthogonal plane. In such a case cutting edge will be parallel to reference plane and consequently orthogonal rake and normal rake will be same.

