Welding is one age old joining process that can efficiently and economically assemble two or more structural members permanently. There exist a large variety of welding processes that can join structures of various materials in multifarious ways. Gas Tungsten Arc Welding (GTAW), popularly known as Tungsten Inert Gas (TIG) welding, is one of the fusion welding processes where metals can be joined by coalescence or weld bead formation due to fusion of faying surfaces of the parent components. Electric arc, constituted between the electrode and conductive parent metals, is used for heating and melting purposes.
As a consequence of extensive development throughout the last few decades, TIG welding has emerged as one promising and reliable welding technique for permanently joining two or more metallic components. It can be performed in autogenous mode; however, filler material can also be applied as and when intended (both homogenous and heterogeneous modes are possible). Sumptuous appearance of weld bead, higher arc efficiency, lesser chance of defect and minimum spatter level made this process a favorable fabrication technique in a wide range of industrial applications including construction, automobile and aerospace arenas.
In TIG welding, electric arc is stuck between the non-consumable electrode (made of tungsten with small alloying elements) and the conductive workpiece. This arc heat melts down the faying surfaces of the parent components, which ultimately produces coalescence. Filler metal, if applied, also deposits on the root gap in molten state due to arc heating. Edge preparation can also be carried out if plate thickness is more than 4 – 5mm. In spite of many advantages, TIG welding is limited by the achievable penetration, which is around 3 – 3.5mm based on many relevant parameters. Achieving depth of penetration more than 3.5mm in a single pass is practically difficult with TIG welding, if not impossible.

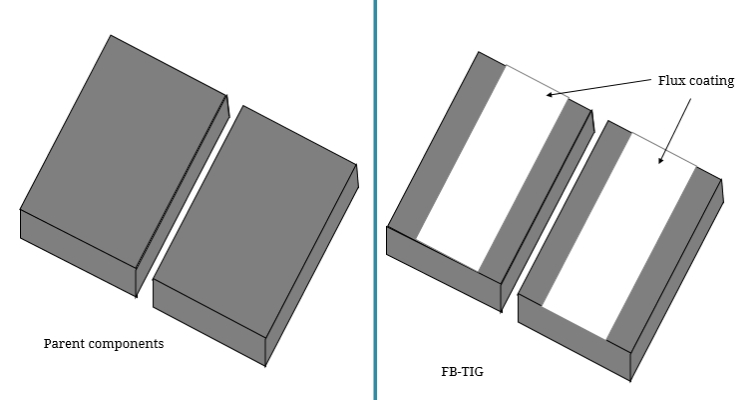
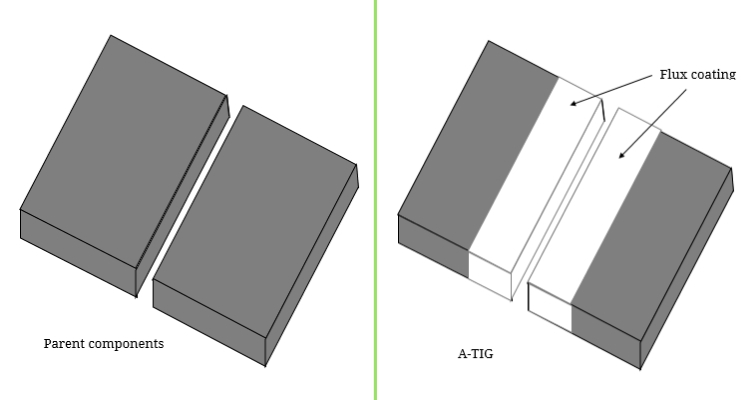
This limitation triggers palpable research interest and as a consequence many variants have emerged that provide unique advantages over conventional TIG welding process. Activated and flux-bound TIG welding are two notable variants. In Activated Tungsten Inert Gas (A-TIG) welding a thin layer of activating flux is applied on the faying surfaces and surrounding region of the parent components prior to welding. This shows a promising result by enhancing depth of penetration by 3 times or even more as compared to conventional TIG welding with similar process parameters. So achieving penetration of 7 – 11mm is feasible with A-TIG welding, which ultimately results in remarkable improvement of productivity in entire manufacturing. Various differences between Tungsten Inert Gas (TIG) welding and Activated Tungsten Inert Gas (A-TIG) welding are given below in table format. It is worth mentioning that both processes are performed in same set up and in same way except the application of flux in A-TIG welding.
Table: Differences between TIG welding and A-TIG welding
| TIG Welding | A-TIG Welding |
|---|---|
| No activating flux is applied on the parent metals in TIG welding. | A thin layer of activating flux is applied on the faying surfaces and surrounding areas prior to welding. |
| Usually it provides depth of penetration in the order of 3 – 3.5mm. | It can provide much deeper penetration, in the range of 7 – 11mm. |
| Weld bead width and also width of HAZ is broader. | Due to arc constriction phenomenon, weld bead width and HAZ width are narrower. |
| Establishing electric arc between electrode and base plates is not problematic. | Due to presence of insulating flux layer on parent metal, establishing arc is problematic. |
| This process can be applied for joining thin as well as thick work materials. | This process is not suitable for thin materials (below 4mm) as defects like excess penetration will be observed. |
| When judged on the basis of single pass, TIG welding is faster. | Since flux is required to apply prior to welding, so A-TIG welding is time consuming. |
| It is less productive, especially when thicker plates are required to join due to edge preparation and multiple passes. | It is highly productive as deeper penetration can be achieved in a single pass without any edge preparation. |
Usage of activating flux: This is the prime difference between TIG welding and A-TIG welding as activating flux is used only in the later one. Such activating flux include a large number of oxides and halides of metal such as titanium oxide (TiO2), silica (SiO2), chromium oxide (Cr2O3), magnesium carbonate (MgCO3), magnesium oxide (MgO), manganese dioxide (MnO2), calcium oxide (CaO), aluminum oxide (Al2O3), zirconium dioxide (ZrO2), etc. A homogeneous mixture of such fluxes in different proportions are also used. Such flux is first mixed with suitable solvent to prepare a semi-solid paste and the same is applied on the faying surfaces and surrounding regions of the parent component. It has to be applied prior to welding and must be allowed to dry before establishing the arc. Flux can be applied manually or with the assistance of mechanized system; however, thickness of this flux layer has to uniform in order to achieve defect-free joint. Usually this thickness varies from 30 – 75µm based on a number of relevant parameters.
Penetration depth, weld bead width and HAZ: Various researches have clearly shown that a depth of 7 – 11mm is achievable in single pass without any edge preparation but with the usage of suitable flux; as compared to common TIG welding that can provide maximum 3.5mm penetration under similar conditions. Such remarkable improvement in penetration is attributed to the reversal of Marangoni Effect when flux is applied. Use of activating flux also leads to arc constriction, which subsequently increases heat density of electric arc. A constricted arc results in narrower weld bead and also narrower heat affected zone (HAZ) as lower rate of heat input is desired in a particular area.
Establishing arc between electrodes: Every arc welding process requires an electric arc to be established in between the electrode and conductive work materials. In fact, this arc is the prime source of heat for melting faying surfaces of parent material. In TIG welding, constituting arc between pointed tungsten electrode and conductive parent metal is not problematic. However, with A-TIG welding, because of presence insulating layer on work metal surfaces, flow of electrons is restricted and thus establishing arc is a bit difficult. Often additional flux-free supporting plate is used at the entry of joint to facilitate this purpose. It also requires a little larger closed circuit voltage for maintaining the arc throughout the process.
Thin sheet and tick sheet joining: A-TIG welding inherently provides deeper penetration and thus it is not economical to use it for joining thin sheets or plates having thickness below 4mm. Even if it is used for such cases, then excess penetration, dimensional inaccuracy and high deformation will be observed. However, for joining thicker components, A-TIG is preferred as it can give penetration of 7 – 11mm in a single pass and that too without any edge preparation. On the contrary, TIG welding can be advantageously used for both thin and thick component joining following necessary technique.
Edge preparation, multiple passes and productivity: Joining thick plates (thickness>3.5mm) by TIG welding requires proper edge preparation and multiple passes to properly fill entire root gap. Multiple pass welding also increases level of heat input in a particular area and thus HAZ width, deformation, etc. also increases, which are usually undesirable. This requires large volume of costly filler metal as well as considerable amount of time. In fact, TIG welding is not suitable when large volume of filler metal is required to deposit; gas metal arc welding (GMAW) is preferred choice in such scenario. However, A-TIG welding can also be advantageously used for such purposes without requiring edge preparation or multiple pass welding.
Scientific comparison among TIG welding and A-TIG welding is presented in this article. The author also suggests you to go through the following references for better understanding of the topic.
- Babu et al. (2016); Development of flux bounded tungsten inert gas welding process to join aluminum alloys; American Journal of Mechanical and Industrial Engineering; Vol. 1 (3); pp. 58-63.
- Saha et al. (2018); Investigation on the effect of activating flux on tungsten inert gas welding of austenitic stainless steel using ac polarity; Indian Welding Journal; Vol. 51 (2).

