Machining or metal cutting is one subtractive manufacturing process that is predominantly used to remove unwanted material from workpiece to improve dimensional accuracy and tolerance. Over the ages multifarious machining processes have been evolved for efficient processing of a larger variety of materials in innumerable ways. Broadly such processes can be classified as conventional machining processes, abrasive finishing processes and non-traditional machining (NTM) processes. By definition, conventional machining is one of the manufacturing processes by which excess material is sheared off from a pre-formed blank in the form of chips using a wedge shaped cutting tool in order to provide intended shape, size and finish. Turning, threading, facing, centering, drilling, boring, reaming, tapping, shaping, slotting, planning, milling, broaching, hobbing, etc. are examples of conventional machining operations.
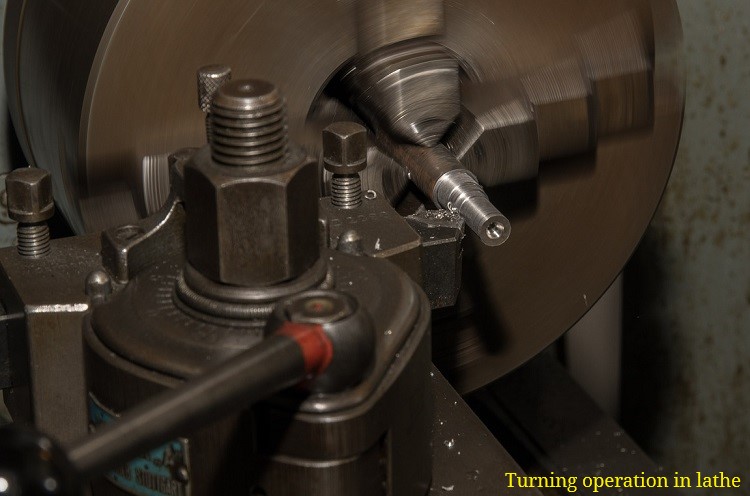
Therefore, turning and milling both are conventional machining operations; however, each of them has different capabilities and thus is suitable for fabricating different features by removing material from workpiece. Turning is extensively used for generating cylindrical or conical surface. Here the primary blank (pre-machined raw material) can be of any shape (based on available fixture and machine capability). It employs a single point turning tool to shear of a thin layer of material in the form of continuous or discontinuous chips. This operation is performed on a well-known and versatile machine tool, called lathe. Based on the machined features, turning can be sun-grouped as straight turning, taper turning, internal turning, stepped turning, etc. However in all cases generated surface is either cylindrical or conical.
Although milling is also a machining operation like turning, its process technique, capability and shape of generated feature differ from turning. While turning produces cylindrical or conical surface, milling is useful for generating flat or sculptured surfaces. It employs a multi-point cutting tool that may contain 2 – 150 cutting edges. Thus milling is a faster process that results higher productivity. The operation is performed on a milling machine that can have either horizontal spindle or vertical spindle. Based on generated features and technique, milling can also be sub-grouped as face milling, side milling, end milling, etc. Various differences between turning and milling are given below in table format.
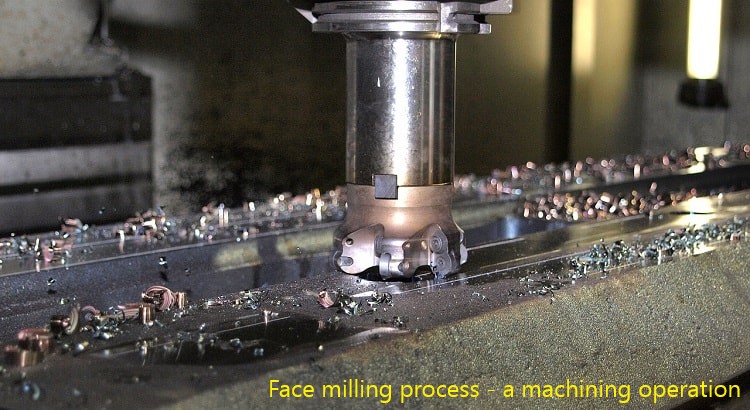
Table: Differences between turning and milling
| Turning | Milling |
|---|---|
| Turning is used to produce cylindrical or conical surfaces. | Milling is used to produce flat or sculptured surfaces. |
| It is performed in lathe machine tool. | Milling is performed in milling machine. |
| Turning employs a single point cutter. Cutter contains only one main cutting edge. | Milling employs a multi-point cutter. Cutter contains more than one cutting edges. |
| Cutting motion is imparted by rotating the workpiece. | Cutting motion is imparted by rotating the cutter. |
| Feed motion is imparted by moving the cutter against the workpiece. | Feed motion is imparted by moving the workpiece against cutter. |
| Turning is usually a continuous cutting operation. | Milling is usually an intermittent cutting operation. |
| Turning produces continuous chips unless condition is unfavorable. | Milling inherently produces discontinuous chips. |
| Material removal rate is low due to single point cutter. | It provides high MRR and thus productivity increases. |
Generated surface and feature: Turning is predominantly used for generating cylindrical or conical surfaces, irrespective of the shape of raw material. Any feature generated by this process must be rotationally symmetric. Typically it can be employed for fabricating axisymmetric parts like cylindrical or conical shafts, stepped shafts, tapered objects, increasing diameter of internal holes (cannot originate a hole), cutting cylindrical groves, etc. Contrary to this, milling can be employed to generate flat surface of any orientation as well as contour surfaces. Features like slots, channels, key holes, pockets, walls, fins, webs, etc. are commonly encountered in milling.
Machine tools employed for operations: In metal cutting domain, machine tool is a specific category of machine that imparts all necessary motions to the job and/or cutter as well as provides facilities for mounting them. Different machining operation is performed in different machine tools; however, certain machine tool is also capable of performing a number of similar operations. Turning is performed in a versatile machine tool called lathe. This is primarily horizontal axis machine tool (spindle is horizontal); however, vertical axis lathe is also available, especially table top one. Milling is carried out in milling machine, which can have either vertical axis or horizontal axis (both are common).
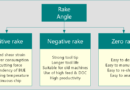
Single point and multi-point cutter: A cutting tool (or cutter) may contain only one or more number of active cutting edges that can participate in material removal action during machining. Based on the number of cutting edges, cutters can be classified as single point or multi-point cutters. Turning operation is performed using a single point cutter, called SPTT (single point turning tool). So it has only one main cutting edge that can actively participate in shearing or removing of materials. Contrary to this a milling cutter may contain 2 – 150 cutting edges, sometimes even more. Obviously it is one multi-point cutter as more than one cutting edge simultaneously participate in shearing or removing of materials.
Cutting motion and feed motion: There are two relative motions between the workpiece and cutter whose simultaneous action causes shearing of a layer from work material. These two are called primary motions as majority of cutting power is absorbed by it; however, there may be other secondary motions based on feature or surface to be produced. It is the function of machine tool to impart such relative motions in intended direction at pre-determined rate. In turning, rotation of workpiece at a fixed cutting speed actually provides required cutting motion, while movement of tool carriage (on which cutter is mounted firmly) provides required feed motion. In milling it is completely opposite—cutting motion is provided by rotation of cutter at a fixed rpm while feed motion is provided by moving the work table (on which workpiece is mounted).
Continuous and discontinuous cutting and corresponding chips: During turning operation, cutter continuously remains in close contact with the workpiece and thus results in continuous chips. Although type of chip relies on many predictable and unpredictable factors, turning has the capability of producing continuous chips under favorable cutting conditions. Milling inherently produces discontinuous chips because no single cutting edge remains in contact with the workpiece; instead, cutting edges repeatedly engage and disengage throughout the operation.
Chip load and productivity issues: Area of the work material ahead the cutting tool at any instance is termed as chip load. It is proportional to the material removal rate (MRR). In milling, due to participation of more number of cutting edges in every revolution, higher chip load can be utilized because entire chip load will be divided equally among all the cutting edges. Thus higher cutting parameters, especially feed and depth of cut, can be employed in a single pass, and thus larger volume of material can be removed in a specific time. In turning, values of cutting parameter cannot be increased after certain level because of changes of tool failure. Thus milling is highly productive as compared to turning when bulk removal of material is primary concern.
Scientific comparison among turning and milling is presented in this article. The author also suggests you to go through the following references for better understanding of the topic.
- Machining and Machine Tools by A. B. Chattopadhyay (1st edition, Wiley).
- Manufacturing Engineering and Technology: SI Edition by S. Kalpakjian and S. R. Schmid (7th edition, Pearson Ed Asia).